New CAM software developments pushing High Dynamic Turning with FreeTurn
In reimagining the turning process with the development of High Dynamic Turning and its FreeTurn range of cutters, Ceratizit Group continues to push the envelope of creativity. Now, along with its partners in the world of machine control and CAM software, it has expanded the opportunities to implement this radical turning technology.
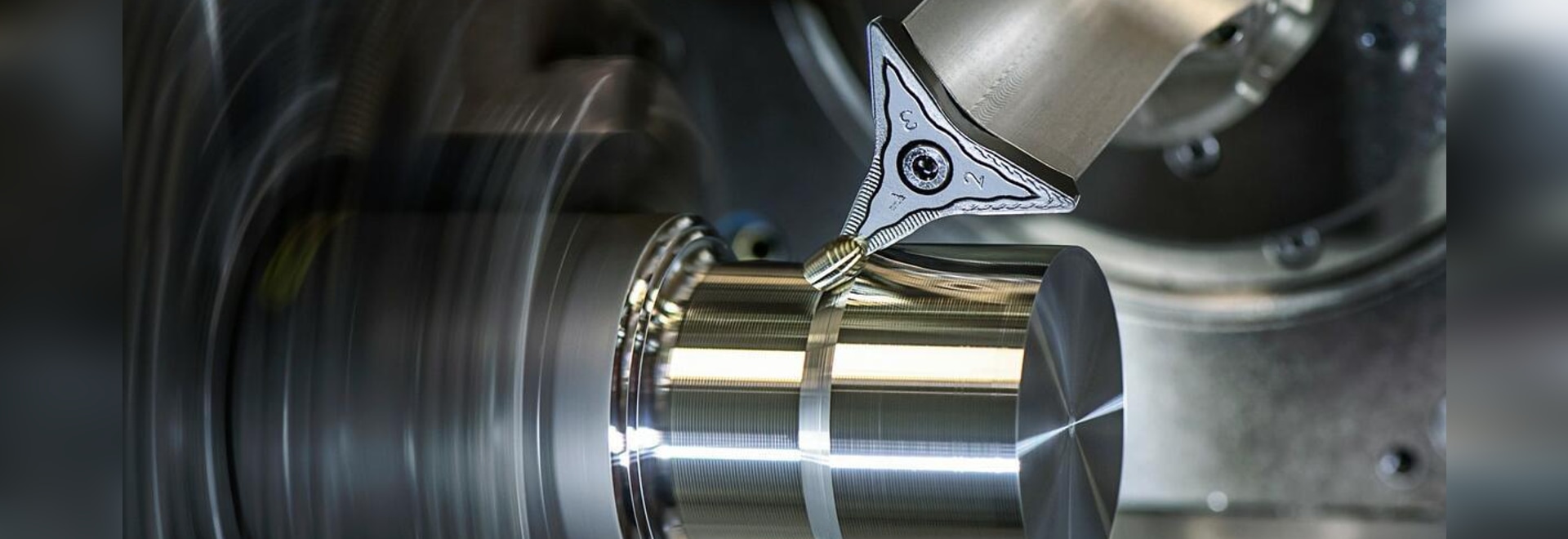
The key benefits of High Dynamic Turning (HDT) and the associated Ceratizit FreeTurn system of turning tools are well documented, but in brief, it allows the full potential of multi-tasking machine tools to be realised. Using the milling spindle of these machines, one FreeTurn can achieve the same result as multiple turning tools would have done previously. This brings significant efficiency gains as time-consuming tool changes are eliminated. For example, on some machines, with non-optimised positioning of tools in a chain-type tool change carousel, chip-to-chip times can be as high as 10 seconds when tool changing. Therefore, eliminating just two tool changes can greatly reduce cycle times. A further benefit is the elimination of ‘traditional’ sister tools. Each FreeTurn insert has three cutting edges, which can all be used for roughing or finishing, so a simple machine-controlled index of the tool presents a fresh cutting edge, without any manual intervention. Compare this to the conventional turning tool in a turret, where the machine must be stopped and the operator manually indexes the insert, more production time is lost. With HDT and FreeTurn fully automated production is created and machine availability is now 24/7.
Machining efficiency is also improved as by using the axis of the machine milling spindle the approach angle of the FreeTurn can be optimised as, unlike other systems the FreeTurn approach angle can be adjusted, in-cut, ensuring correct chip thickness and maximum metal removal at all times. Similarly, the same FreeTurn can be used on both main and sub-spindles as the rotation of the spindle, whether clockwise or counter-clockwise is compensated for by positioning the tool above or below the component centreline.
Innovative machining cycles simplify programming
While using a single tool to complete multiple turning operations may seem complex, nothing could be further from the truth. Recent developments in at-machine and remote (CAM-based) programming solutions have made HDT and Freeturn as simple to use as any other turning technology. The most recent developments have been those created by machine tool builders and control manufacturers to allow simplified programming at the machine, these systems are gaining momentum and others will follow suit in the near future. By utilising these in-built machining cycles developed by machine and control system manufacturers it becomes significantly easier to use Freeturn tools. DMG Mori for example has its own in-built Freeturn module on its control systems. This comes with a full library of Freeturn tools and a simplified system for programming, with the ability to optimise approach angle for individual cuts. Its limitation is that it does not currently support dynamic adjustment of approach angle while in cut.
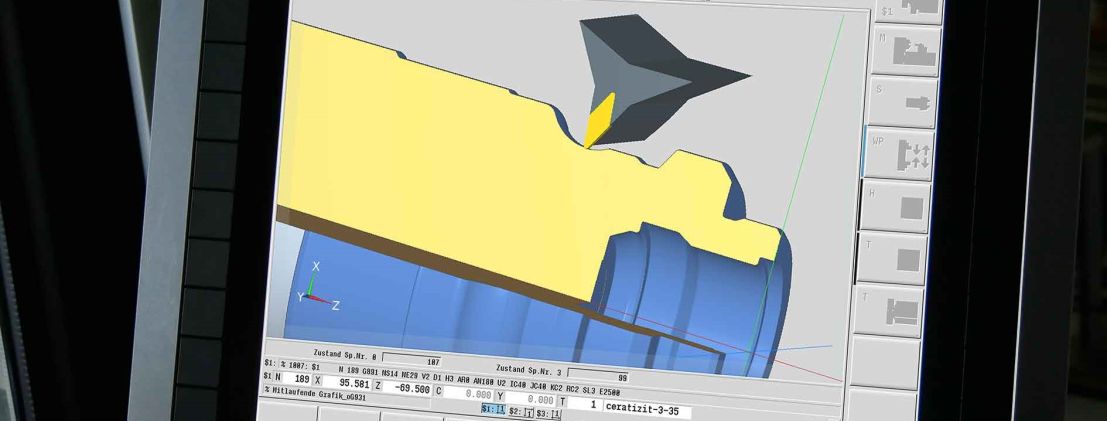
Extending the capability of ‘at the machine’ programming of FreeTurn is Heidenhain’s CNC PILOT 640 lathe control. Its recently introduced feature for simultaneous 3-axis turning puts a virtual CAM system at the operator’s fingertips. The fully conversational Freeturn package allows full advantage to be taken of High Dynamic Turning features. This includes live adjustment of the approach angle during the cut, with the control monitoring the component contour and simultaneously making adaptions to maximise insert performance. Also beneficial is a concurrent simulation on the screen to ensure that every aspect of the machining process is visible. Using the software developed by Heidenhain complex geometries can be programmed at the machine, with the operator guided through every step with the control prompting for data at every stage. Where questions arise the in-built contextual help within the system provides additional guidance. For more advanced programmers they can enter G-code directly into the CNC Pilot 640. Once programmed the tool path and approach angles are compensated automatically to ensure maximum metal removal and efficiency. The seamless action of insert rotation ensures a perfect surface finish between transitions from parallel turning to contouring. The rotation of the insert also maximises tool life as more of the cutting edge is used compared to conventional fixed approach angle turning.
For those users without the DMG Mori or Heidenhain capability, the Ceratizit HDT FreeTurn combination can still be programmed manually, at the machine, with users able to program directly into the NC control using ISO/G-codes in both static (constant approach angle) or dynamic, where the angle of approach can be programmed to achieve optimum chip control. Both these methods are aided by use of the innovative Cutting Angle Compass, a slide-rule type tool developed by Ceratizit to find the programming value for the target approach angle of the edge approach angles
Remote CAM programming
Taking programming away from the machine, which may well be a favoured option for some users it is possible to make use of the growing number of CAM systems that are available with HDT features. Typical of these is Open Mind’s HyperMill, which was featured on the recent It’s Tool Time infotainment broadcast where HyperMill and Freeturn are featured in the Insight 1 segment. The most recent entrant to HDT in terms of CAM systems is GibbsCAM, which launched its Freeturn module in conjunction with Ceratizit at the beginning of December a demonstration of its simplicity can be seen in this video.
“High Dynamic Turning and Ceratizit’s FreeTurn tools are making significant changes to the way in which manufacturers view their turning operations. The efficiencies and cost savings that can be achieved are helping to revolutionise the way in which this whole aspect of machining is viewed. Having created the opportunity with our development of HDT and Freeturn, we are encouraged by the enthusiasm of machine tool and control system providers to embrace the technology and develop systems that make it a system available to anyone operating multi-tasking machine tools. HDT and Freeturn saves time, reduces tooling inventories, increases efficiencies and lowers energy costs,” says Patrick Zobl, Ceratizit’s Project Leader/Product Management/Cutting Tools.
An example of the power of HDT and FreeTurn to deliver cost savings was highlighted at Ceratizit’s own special tools manufacturing facility in Besigheim, Germany. Read the story here.
Related posts








