For carbide rods, CERATIZIT’s customer trip did not end with post-processing in Kreckelmoos. In Balzheim, visitors saw how these rods are turned into finished tools. The site produces milling cutters, drills and reamers, ranging from micro tools to complex customer-specific versions.
Balzheim is therefore the next step in the chain that begins in Reutte. The carbide rods are produced there. In Kreckelmoos, they undergo post-processing. In Balzheim, they are transformed into ready-to-use tools for machining applications. For customers, the visit mainly provided insight into the technical breadth of tool production.
The site has 400 employees and 160 CNC machines, most of which are cylindrical grinding machines. Production takes place in two shifts on a production area of 11,000 m². Around 10,000 tools leave the factory every day.
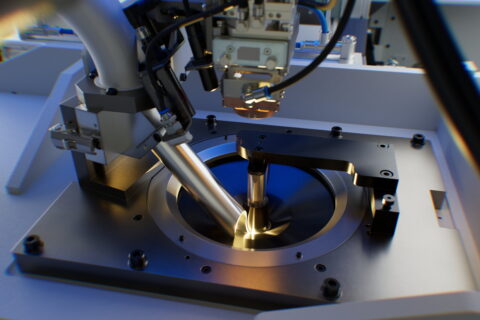
Grinding requires stable processes
In the production of solid carbide tools, cylindrical grinding is a decisive process step. The geometry of flutes, cutting edges, clearance faces and point shapes largely determines how a tool performs in the customer’s material. Process control is crucial, especially for small diameters, long tools and complex geometries.
Balzheim is set up for this combination of volume and technical variation. Some cylindrical grinding machines can operate unmanned for up to 40 hours. This requires stable machines, controlled grinding conditions and reliable handling of tool blanks. Coolant management also plays an important role.
The factory has central coolant systems with a circulation of around 10,000 litres per minute. This capacity helps maintain thermal stability during grinding. Temperature control is important for dimensional stability, surface quality and reproducibility, especially when tools are produced in series.
Broad portfolio for diverse applications
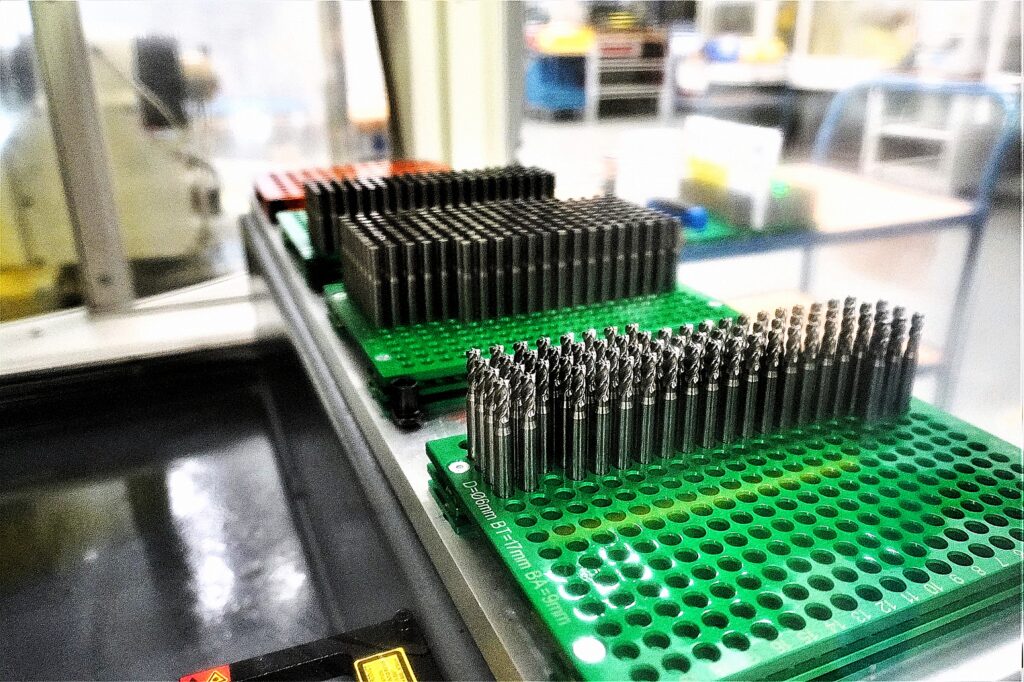
Visitors were particularly struck by the breadth of the product range. Balzheim produces micro drills from 0.1 mm, as well as long drills with 70xD ratios and customer-specific tools with complex geometries. This variation shows that the site is not only focused on standard production, but also on applications where design, grinding technology and process knowledge come together.
After grinding, the tools are coated. More than 120 coating variants are available. The choice of coating depends on the application, the material to be machined, the cutting conditions and the required balance between wear resistance, heat resistance and friction behaviour. This further adapts the tool’s performance to the end user’s machining process.
After production and coating, the tools are sent to the logistics centre in Kempten. From there, they enter the distribution flow to customers. The visit to Balzheim showed how many technical steps are required before a carbide rod becomes a ready-to-use tool in a machine. From raw material to coated finished product, the chain is highly specialised, with each location making its own contribution to the final tool performance.
Read more about the other Ceratizit factories
Ceratizit’s customer trip showed how carbide tools are produced step by step within an integrated production chain. In Reutte, the process begins with powder, granulate, pressing and sintering. In Kreckelmoos, inserts and rods undergo post-processing. In Balzheim, carbide rods are turned into drills, milling cutters and reamers. Kempten is home to Ceratizit’s Technical Center, where live tool demonstrations are carried out. Kempten also houses the logistics center, from where all tools are shipped to customers on the same day. Read the articles about the other factories to see how each location contributes to the quality, availability and application of carbide tools.