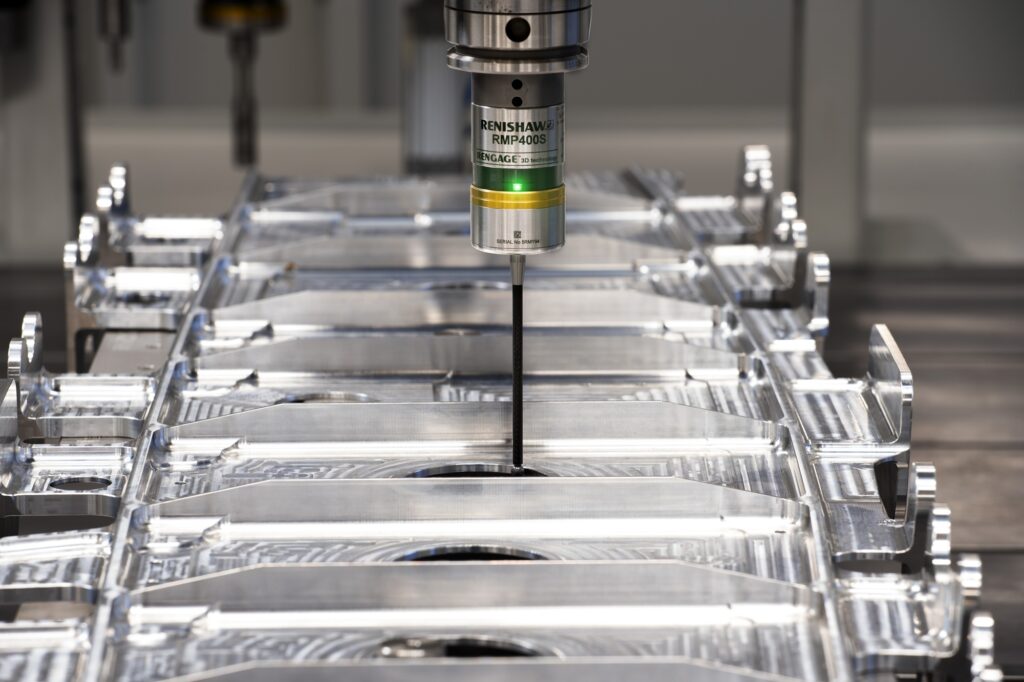
Renishaw has introduced the RMP400S, a spindle probe that combines touch-trigger measurement, scanning and surface finish verification. By integrating these functions, the system collects high-density measurement data and supports inspection directly on the machine tool. This approach is intended to simplify workflows while providing information on form, surface condition and in-process control.
The RMP400S uses Renishaw’s patented RENGAGE strain gauge technology. According to the company, the probe achieves repeatability of 0.25 μm at 2 sigma. It can also verify surface finishes down to Ra 0.5 μm. Developments in the sensing technology have lowered trigger forces. Therefore, the probe can perform scanning measurements while reducing the risk of marking the component.
Its measurement capabilities include run-out, form, flatness, roughness and waviness. This gives manufacturers access to a broader range of workpiece data without transferring the part to a separate inspection stage. Keeping these checks on the machine can help engineers identify deviations during production. They can then adjust inspection workflows accordingly.
For selected bore and boss machining applications, touch-trigger measurement, scanning and surface inspection can be performed with one probe and stylus combination. As a result, users do not need to change measurement equipment between different checks.
High-density measurement data for process control
Touch-trigger probing records individual measurement points. However, the scanning function enables the RMP400S to gather high-density data across the workpiece. This provides more detailed information about component form and surface condition. It also supports traceability and measurement reliability.
Surface finish verification is integrated into the probe’s scanning capability. Engineers can therefore assess roughness and waviness alongside dimensional and geometric characteristics. Access to this information during machining can reveal surface-related issues before they become larger production problems.
The lower trigger forces enabled by RENGAGE technology are relevant when inspecting components where contact marking must be limited. Moreover, they support the probe’s ability to scan surfaces accurately. Combining the three measurement modes in one device allows users to select the appropriate method for each feature without installing separate spindle probes.
This range of functions expands the role of on-machine probing beyond workpiece setup and discrete dimensional checks. The RMP400S can also provide data for evaluating manufactured form and surface finish while the component remains in the machining environment.
Software supports existing inspection workflows
The probe is programmed using an enhanced version of Renishaw’s Inspection Plus software. Scanning cycles have been added to the existing range of probing routines. This allows the RMP400S to operate as a direct replacement for current Renishaw touch-trigger probes.
Compatibility with Inspection Plus also enables programming through Renishaw’s Set and Inspect software. Its user interface is designed to create probing routines without extensive G-code knowledge. This can make the additional scanning functions more accessible to machine operators already using Renishaw probing cycles.
The same software environment maintains compatibility with reporting tools, including the Renishaw Central manufacturing data platform. Existing reporting and workflow processes can therefore continue. At the same time, users can add scanning and surface finish verification to their on-machine measurement activities.
For manufacturers already using Inspection Plus, this compatibility limits the programming and reporting changes required. The added measurement functions can be incorporated through familiar software. Established links between probing routines, inspection results and production data are retained.