At OPEN HOUSE 2026 in Tuttlingen, the CHIRON Group is focusing on the combination of machining centers and automation as one coordinated production system. The exhibits show how manufacturers can increase output, reduce manual handling and create more flexible processes, from micro machining to larger workpieces and mill-turn applications.
The central message is that automation is no longer an add-on placed beside the machine. In the systems shown from 21 to 23 April, handling, storage, machining strategy and operator access are treated as part of one manufacturing concept. That is relevant for companies dealing with smaller batch sizes, more component variants and pressure to keep machines productive over longer periods.
The examples cover different production scales. A new Variocell SYSTEM with Gantry Bot handles a gearbox housing on an FZ 19 S mill-turn machining center. The Micro5 XL is shown with three compact automation variants for small components. The MT 715 demonstrates how milling, turning and gear cutting can be integrated for small and medium series, including longer shaft parts from bar stock. Across these applications, the practical focus is on reducing idle time, improving process stability and making automated machining easier to integrate on the shop floor.
Gantry automation for larger workpieces
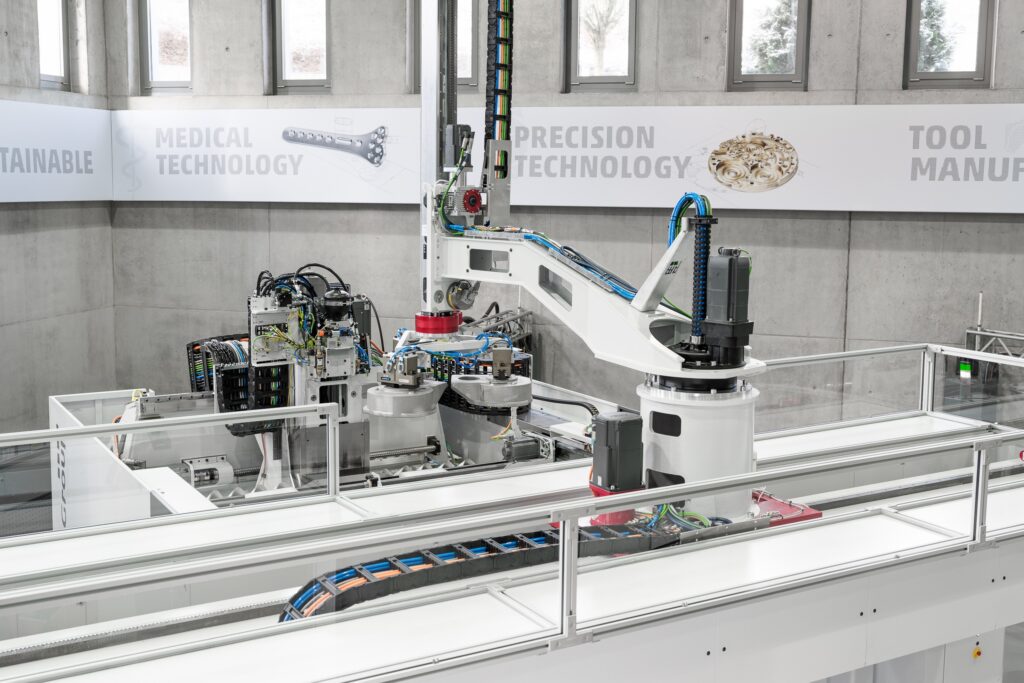
The new Variocell SYSTEM with Gantry Bot is aimed at applications where reach, accessibility and flexible layout are important. In the OPEN HOUSE demonstration, the gantry system loads a gearbox housing into an FZ 19 S mill-turn machining center. Loading from above keeps the working area around the machine free, allowing operators and maintenance staff to move around the installation without the automation occupying floor space in front of the machine.
Compared with a conventional industrial robot of similar mass, the gantry concept is presented as offering greater reach while still providing the required degrees of freedom for handling. For manufacturers, this can make a difference when machines need to be arranged around existing material flows, when workpieces are large or when several machines are to be connected in one automated cell.
The system is scalable for machining centers in the 15 to 25 series and MILL range. It can serve standalone machines, two identical machines with distributed OP10 and OP20 operations or different machines carrying out separate processes. Access can be arranged from the front, rear or end face. Raw and finished part storage can also be integrated according to the production strategy. Programming takes place through the machining center HMI in G-code, which reduces the need for separate robot programming knowledge and keeps operation closer to the familiar machine environment.
Compact automation for the Micro5 XL
For micro machining, CHIRON is showing three automation options for the Micro5 XL. The machine is demonstrated in 5-axis simultaneous HSC machining, using a Bone Watch component with elements from accuracy-driven and medical technology applications. The point of the exhibit is not machine mass, but the combination of dynamics, stability and efficient use of space.
The first automation variant is the Variocell PICK&PLACE. In the live setup, it handles raw and finished Bone Watch parts. The linear system uses a dual gripper and can handle workpieces up to 2.5 kg with a maximum interference circle of 145 mm. Its pallet storage is designed as a cart for quick setup and can accommodate up to 24 base pallets in 400 x 300 mm format, depending on component height.
The second option, Variocell PALLET, automatically loads and unloads preset zero-point pallets, including fixtures and workpieces. The pallets are clamped in the C-axis with a zero-point clamping system and identified by RFID. The integrated storage holds up to 16 pallets, with a maximum workpiece cube of about 120 mm.
The third option, Variocell UNO, adds more flexibility through a 6-axis robot. It can handle raw and finished parts and support additional steps such as turning, marking or measuring. Depending on gripper configuration, it handles workpieces up to 1.5 kg with a dual gripper or up to 2.5 kg with a single gripper.
Mill-turn machining for smaller batches
The MT 715 addresses a different challenge: producing small and medium series with a high level of process integration. The machine variants combine milling, turning and, where required, gear cutting. Depending on the component and machining task, operations such as hobbing, skiving, gear shaping and plunge hobbing can be integrated individually or in combination.
This matters when manufacturers want to reduce handling between machines and keep accuracy more consistent by completing more work in one clamping. Fewer transfers can also simplify planning, especially when batch sizes are shrinking and response times are short.
Workpiece handling on the MT 715 is automated through an integrated linear handling system for components up to 65 kg. The tool magazine can be configured for 64 or 128 tools up to 250 mm long or 176 tools up to 450 mm long. That tool capacity supports more complex machining sequences without frequent manual intervention.
At the event, CHIRON is also showing an option for longer shaft parts from bar stock. The machine can process bar material up to 100 mm in diameter and 1,400 mm in length in a continuous process. For this application, the work envelope has been widened to 1,550 mm. On the MT 715 two and MT 715 two+ versions, the second machining unit can be fitted with a turret for up to twelve tools. Combined with a steady rest, this supports stable machining of long or slender shafts.
5-axis machining as a complete process
CHIRON also presents 5Xcellence as its approach to demanding 5-axis machining. The focus is on producing complex geometries in one setup, reducing setup effort and achieving high accuracy and surface quality. At OPEN HOUSE 2026, this is shown across different machine sizes, from the Micro5 to the FZ 16 S five axis.
The wider point is that 5-axis capability alone does not define the productivity of a process. The result depends on the interaction between machine structure, kinematics, clamping, tool strategy, measuring concept and automation. If these elements are not aligned, the theoretical advantages of 5-axis machining can be lost in setup time, unstable processes or avoidable manual handling.
Matthias Rapp, Vice President Global Marketing at the CHIRON Group, describes the value as coming from the complete system rather than the machine in isolation. For production teams, that is a practical distinction. The machining center, the automation and the process design need to work together if the investment is to improve throughput, reliability and component quality in daily manufacturing.













