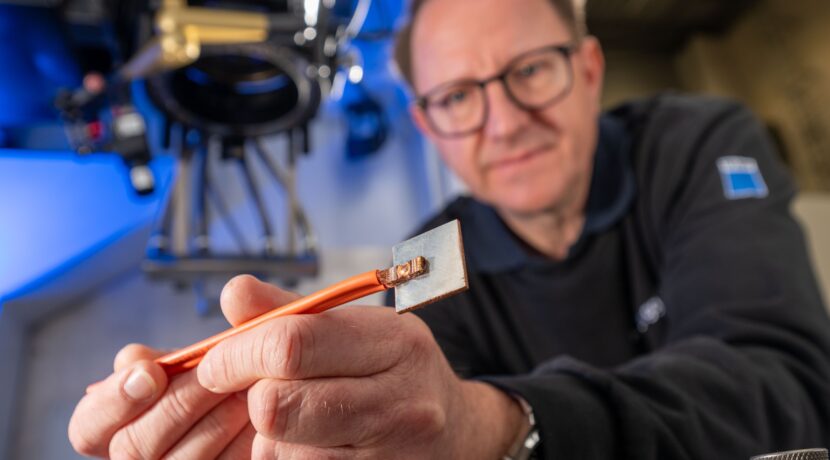
TRUMPF has introduced a laser welding process for power electronics in electric cars that replaces conventional screw connections between copper leads and copper busbars. The development is aimed at series production, where cycle time, process stability and connection quality directly affect throughput and reliability. By combining laser processing, sensor technology, AI and inline quality monitoring, the system is designed to shorten assembly while improving control over the weld.
The application focus is on voltage distributors used in electric and plug-in hybrid vehicles. These components route high voltage from the battery to the electric motor, lighting and other electrical consumers, which makes the quality of each electrical connection critical. In conventional production, manufacturers create mechanical connections in several steps. That takes time and introduces opportunities for assembly errors. Screw connections also bring technical drawbacks in use. They are more sensitive to vibration and generate higher electrical resistance than a permanently fused joint, which can contribute to energy losses and additional heat generation. TRUMPF’s approach is to replace this multi-step mechanical joining method with a single automated laser process inside one station.
Inline automation around the weld
According to TRUMPF, the key to the new process is not the laser alone, but the coordination between beam source, sensors, AI and process data. The sequence starts with AI-supported image processing, which identifies the component and positions the laser beam accordingly. This takes place within milliseconds, an important point for users working with high-volume production targets.
The welding itself is carried out with a 9 kW fiber laser. That output is intended to support high-speed joining of copper while achieving welding depths of several millimeters. Copper remains a demanding material in production because the process window must be controlled closely, especially when joining current-carrying parts where consistent contact quality matters. For larger cross-sections, TRUMPF says more powerful lasers can be used.
Bringing detection, positioning, welding and inspection together in one station has practical implications for integration. It limits part handling between process steps and makes it easier to maintain a continuous production flow. TRUMPF states that the full sequence remains well below one second, which places the solution clearly in the context of automated series manufacturing rather than stand-alone joining.
Monitoring weld depth in real time
A notable part of the system is the use of optical coherence tomography, OCT, during welding. This monitors weld penetration depth in real time, with the aim of preventing the component from being welded through. In copper joining applications, that kind of control is directly linked to process stability. If penetration varies too much, the result can be an unreliable joint or damage to the part, both of which are costly in high-volume production.
Real-time monitoring matters because it shifts quality control from a purely downstream activity to an active part of the process itself. Instead of relying only on post-process inspection, manufacturers can supervise a critical weld characteristic while the joint is being made. That supports more stable output and reduces the risk that defects move unnoticed to later production stages.
TRUMPF links this capability to seamless process control in real time, without slowing the line. For manufacturers, that is the practical benchmark. Monitoring technology only adds value if it does not create a bottleneck. In this case, the stated cycle time suggests that measurement and control are intended to run at production speed, not as an offline verification step.
AI-based seam inspection after welding
After the weld is completed, a camera-based inspection system checks seam quality, again using AI. TRUMPF says only a small number of training images is required to enable reliable assessment. That is relevant because inspection systems are often judged not only on detection capability, but also on how quickly they can be introduced and adapted in production.
For power electronics manufacturing, post-weld inspection has a clear role. Even with stable beam control and inline depth monitoring, manufacturers still need confirmation that the seam meets quality requirements. A camera-based system in the same station allows this check to happen immediately after joining, which supports traceability and faster reaction when deviations occur.
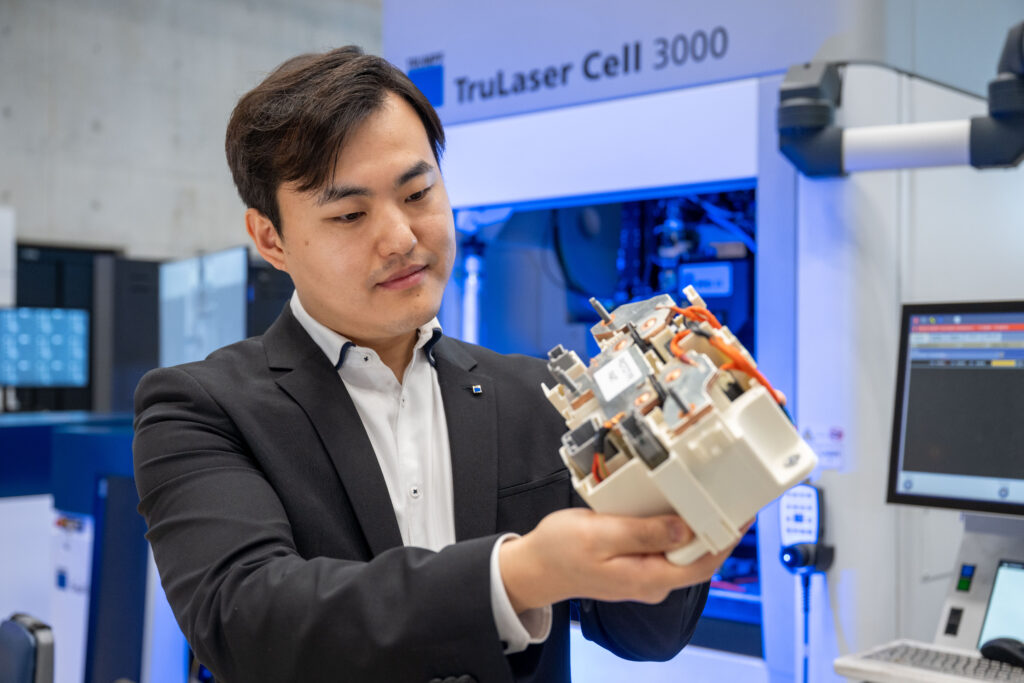
The broader significance of the solution lies in how it addresses several production issues at once. It reduces the number of assembly steps by replacing screws with a welded joint, lowers electrical resistance in the connection and integrates process monitoring and quality inspection into one automated cell. TRUMPF is presenting the process together with Yazaki at its INTECH in-house trade fair, positioning the development as a manufacturing solution for high-volume electric vehicle components rather than a standalone laser source.