Die-casting molds are costly assets that operate under severe thermal, mechanical, abrasive, and chemical loads. Fraunhofer ILT is working on Laser Material Deposition and EHLA processes that can repair worn areas, reinforce functional zones, and reduce the need to replace complete tools. For foundries, the practical value lies in longer service life, less downtime, and more flexible tool maintenance.
Toolmaking for die casting has to balance durability, cost, and adaptability. Complex molds and inserts can cost hundreds of thousands of euros and are expected to run for years, often under temperatures of up to 700 °C and mechanical forces of several hundred kilonewtons. However, alloying elements, abrasive contact, thermal cycling, and material fatigue gradually damage the tool surface.
Even well-designed tools eventually develop cracks, erosion, or abrasive wear. When this happens unexpectedly, the consequences extend beyond the tool itself. Production stops, setup work increases, and new inserts or complete molds may have to be manufactured. Conventional tool steels remain important, but higher hardness and wear resistance often come with more difficult machining, longer lead times, and higher material costs. Product changes add another challenge because mold inserts, gates, and cooling systems may need to be adapted during the tool lifecycle.
Laser Material Deposition as a repair and coating process
Laser Material Deposition, also known as laser cladding, offers a way to add material only where it is needed. A laser creates a controlled melt pool on the workpiece surface while metal powder is fed into that pool. By controlling the travel path, material can be deposited locally and layer by layer. Worn zones can be rebuilt, and functional geometries can also be added to existing parts.
For die-casting tools, this is relevant because the entire mold does not always need to be remanufactured when only specific areas are damaged or highly stressed. LMD can repair cracks or spalling locally, after which the repaired area is machined back to the required geometry. The process also supports selective coating of functional zones that are exposed to high loads.
The practical effect is a shift from treating molds as single-material components toward a more differentiated tool structure. Lower-cost structural steel can be used as a substrate, while hard alloys are applied only to the surfaces that need them. This material-on-demand approach reduces the use of high-alloy tool steel and can also reduce machining work because deposited material can be built close to the final shape.
EHLA for thin and wear-resistant functional layers
Extreme High-Speed Laser Material Deposition, EHLA, is a further development of LMD that is particularly relevant where thin, wear-resistant coatings are required. While conventional LMD is mainly used for thicker layers in the millimeter range, EHLA can produce coatings from about 30 µm. Fraunhofer ILT reports process speeds of several hundred meters per minute, and several hundred EHLA systems are already in industrial use worldwide.
The process is designed for low heat input and controlled material deposition. This makes it possible to process demanding material combinations, including high-alloy tool steels and cemented carbides. For toolmakers, the benefit is not only wear resistance, but also reduced thermal stress in the component. That matters when delicate geometries or functional surfaces must be coated without distortion.
Research results cited by Fraunhofer ILT show the potential of targeted coating. In sliding-friction wear tests, improvements of up to a factor of 40 were observed compared with conventional tool steel, depending on alloy and process parameters. High-alloy carbide-forming materials reached hardness values of up to 930 HV while maintaining a metallurgical bond with the substrate. For production, that can translate into more stable operation and fewer interruptions caused by surface wear.

EHLA3D expands the process into additive toolmaking
With EHLA3D, the technology has been integrated into 5-axis CNC machines. This extends the application range beyond coatings and minor repairs. Complex free-form geometries can be built on semi-finished products, combining manufacturing, coating, and repair in one process chain.
For toolmaking, the important point is selective reinforcement. Instead of manufacturing an entire tool from a high-performance alloy, functional areas can be built or coated according to their load profile. This is useful for molds that contain areas with very different requirements. Some regions mainly provide structure, while others face severe thermal cycling, abrasion, or contact with casting material.
The low heat input also supports the processing of delicate geometries. At the same time, the deposition rate makes larger surfaces more economical to coat. This combination is relevant for die-casting tools, which are often large, complex, and expensive to replace. If damaged areas can be regenerated and critical surfaces can be upgraded, the same mold can remain in productive use for longer and can be adapted more quickly when product designs change.
Automated repair with sensor data and AI
One of the barriers to broader LMD use in toolmaking is the need for process knowledge and careful planning. The AI-SLAM research project, short for Artificial Intelligence Enhancement of Process Sensing for Adaptive Laser Additive Manufacturing, addresses this by combining sensor technology with artificial intelligence for automated coating and repair.
In the project, a line laser with a camera scans the worn surface of a mining-industry tool and compares it with the original CAD geometry. The software calculates the difference, determines the required layer thickness, and generates the travel paths needed to restore the contour. During processing, the system monitors the job and corrects deviations by adjusting parameters.
Several data streams are used for this control. Pyrometers measure temperature, cameras evaluate the melt pool shape, and profilometers monitor the layer structure. The AI evaluates this information in real time. Instead of manually adjusting complex parameters throughout the repair, the operator starts the process and the system manages the control loop.
For foundries, the relevance is clear. Repairs to large and complex die-casting molds could become more reproducible and easier to standardize. Defects can be detected, repaired, documented, and verified with less dependence on highly specialized manual intervention.
Functional layers for new tool concepts
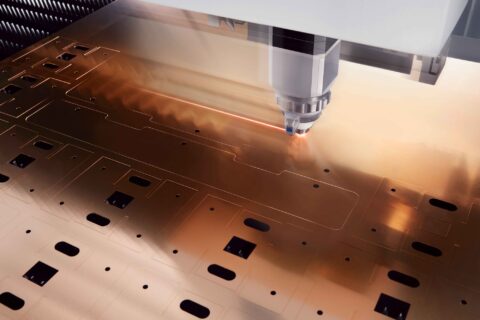
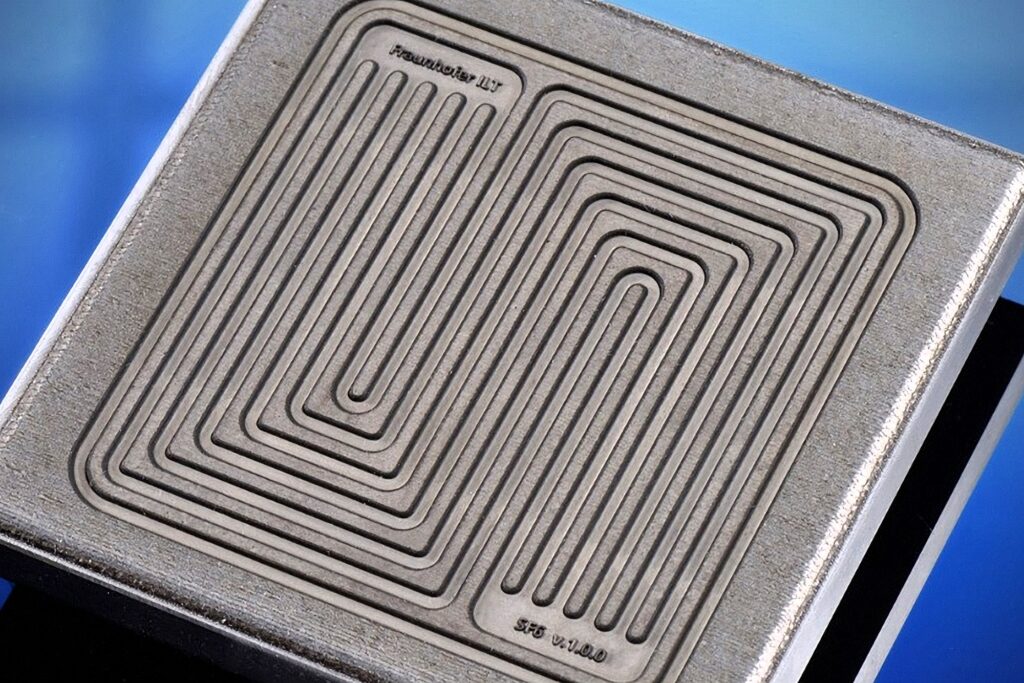
Fraunhofer ILT is also applying EHLA to new tool manufacturing routes. In the H2GO project, part of the National Action Plan for Fuel Cell Production, the institute presented an approach for manufacturing tools for bipolar plates. Instead of milling tools from solid stock in a time-intensive and material-intensive process, a wear-resistant functional layer is applied directly to low-cost structural steel.
The coating materials include high-speed steel 1.3343 and Ferro55, with hardness values of up to 865 HV0.5. A typical EHLA application produces a layer thickness of about 0.05 mm to 0.15 mm per layer, and multiple layers can be applied to build the required final contour. The process can reduce milling time, tooling effort, and material consumption, while also increasing the service life of the tools produced.
A demonstrator covered the complete route, from EHLA coating and finishing to the texturing of functional surfaces with ultrashort-pulse lasers. Together with Fraunhofer IPT, the tools are being tested under realistic conditions to validate service life under industrial load scenarios.
According to Dr. Thomas Schopphoven of Fraunhofer ILT, applying these approaches to the foundry industry could change current toolmaking processes. Existing molds could be used longer and adapted more efficiently to new product designs and manufacturing requirements.