VDL TIM Hapert is building its automated machining strategy around Starrag five-axis horizontal machining centers. With more than twenty machines in operation, most of them in automated lines, the company uses this technology to machine complex cast parts in a single setup and keep production in the Netherlands competitive.
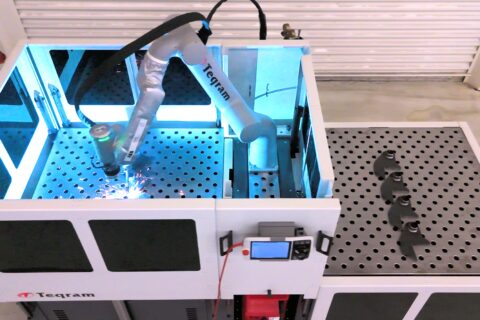
The latest cell at the Hapert site follows the same direction. Developed with Dutch machine and automation supplier Gibas, it combines two Starrag Heckert X55 machining centers with robot handling and AMR-based internal logistics. The cell machines truck chassis components and is designed for unmanned production.
For VDL TIM Hapert, the choice is not only about machine capacity. It is about making the complete process reliable enough to run with limited operator involvement. Therefore, stable machining, accessible machine design, sufficient tooling capacity, predictable logistics and close cooperation between the machine builder, the automation supplier and the company’s own engineering team are all essential.
Engineering Manager Bart Ooms describes automation as a necessary response to rising costs, increasing wages and a shrinking pool of skilled workers. In this context, the five-axis horizontal platform is not treated as a standalone machine investment, but as part of a broader production system.
Why the horizontal five-axis layout matters
VDL TIM Hapert has deliberately standardized much of its automated machining around Starrag’s five-axis horizontal machining centers. According to Ooms, the combination of compact machine design and a large working envelope is important for the type of work the company produces. About 85 percent of the portfolio consists of complex cast parts, supplemented by forged parts and welded assemblies.
The fifth axis allows parts to be machined in a single setup. This reduces repositioning, supports stable dimensional accuracy and increases productivity. For complex castings, the added flexibility compared with four-axis machining is significant. Ooms also notes that the price difference between four-axis and five-axis machines has become smaller, making the more flexible configuration the logical choice when productivity and functionality are considered.
The horizontal configuration is another practical factor. Chips fall directly out of the machining zone, which helps process stability in unmanned production. In vertical machining, chips more often remain on the table, and workpiece dimensions can limit machining options. The Starrag design also integrates hydraulics through the table, with no lines in the machining area. This keeps the machine accessible and makes it better suited to robot loading and automated clamping.

Automation as a condition for local production
VDL TIM Hapert sees automation as essential to maintaining production in the Netherlands. The company faces the same pressures as many manufacturing firms: higher costs, rising salaries and fewer available skilled workers. Reducing manual handling is therefore not only a question of efficiency, but also of keeping the cost price under control.
A larger automated line commissioned about four years ago illustrates this approach. That system uses seven Starrag Heckert HEC 630 X5 horizontal five-axis machining centers, connected to an automatic storage system that controls material flow. Unmachined cast parts arrive in cages. Robots scan the pallets, position the products and move them via a track system to the correct machine.
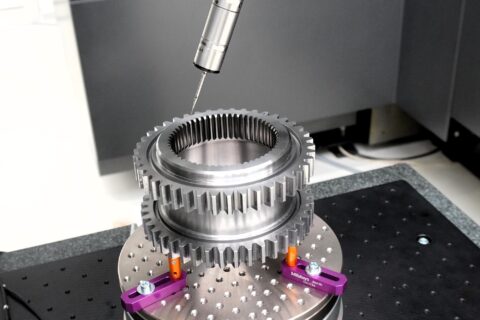
After machining, the process continues with automated marking, deburring, pin pressing and measuring. The parts are then placed in paint racks. The line runs around the clock for five days a week and is prepared for seven-day operation if demand increases. With two process operators, VDL TIM Hapert manages tool handling, storage replenishment and logistical preparation, while the system can produce unmanned for up to 40 hours. Four different products are manufactured within this configuration.

Integration determines the success of the cell
The latest automated cell is more compact than the seven-machine line, but the integration challenge remains substantial. It consists of two Starrag Heckert X55 machining centers used for truck chassis components. Ooms emphasizes that selecting the right machine is only the first step. The real value is created when the machine, automation, clamping, tooling and logistics function together as one reliable process.
Gibas was involved from the early concept phase. Together with VDL TIM Hapert’s R&D team, the supplier helped develop the automation concept, including the clamping method and internal logistics. That early involvement was important because the cell had to be feasible not only on paper, but also during acceptance and startup.
The complete route from specification to stable production took one year. During that period, cooperation between VDL TIM Hapert, Gibas and the machine supplier was needed to resolve startup issues and tune the complete process. In automated machining, small disturbances in handling, clamping or material flow can quickly affect uptime. For that reason, VDL TIM Hapert treats supplier collaboration as part of the technical foundation of the cell rather than as an afterthought.

Tool capacity and logistics support unmanned running
The two Starrag Heckert X55 machining centers in the cell have the fifth axis integrated into the table. The table is supported on both sides in the A-axis, providing high structural rigidity for the machining process. VDL TIM Hapert also specified an extra-large tool magazine, allowing the machines to work with sister tools.
This is important for unmanned production. When tool wear occurs, the system can automatically switch to an identical tool without stopping the process. Each machine has capacity for 120 HSK 100 tools, giving the cell enough tooling autonomy to continue production without constant operator intervention.
Material flow around the cell is also automated. An AMR handles the supply and removal of cast parts, while a robot transfers products between the AMR, the workpiece magazine and the machining centers. The AMR was introduced as a pilot project to reduce forklift use and further automate internal logistics. According to Ooms, implementation was technically manageable because Gibas also supplied the AMR and had the necessary expertise.
One practical issue was the interaction with forklifts. Because the AMR is low, forklift drivers sometimes overlooked it. VDL TIM Hapert solved this by organizing separate material flows in the factory, improving the interaction between automated and conventional logistics.

Automation changes the role of people
With the new cell, machining of the chassis components is highly automated. Only packaging remains manual because of specific customer requirements. That changes the type of work required on the shop floor. The need for operators who mainly perform manual tasks is decreasing, while the need for people who understand the complete process is increasing.
Ooms points to a shift toward employees with broader technical knowledge. They must be able to monitor automated production, understand machine behavior, respond to malfunctions and support stable output. That requires targeted training and the addition of new competencies within the organization.
For VDL TIM Hapert, the investment in five-axis machining and automation is therefore linked directly to workforce development. The machines provide the basis for unmanned production, but the reliability of the process still depends on people who can manage the system, maintain control of tooling and logistics and intervene effectively when the process requires attention.